4.1���������豸�ͻ���ԭ��
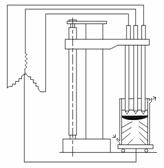
�������۷�(Electro-slag Remelting�����¼��ESR��)����ˮ��ᾧ���У����������ĵ����������� �Ժĵ缫�������������ĸֺͺϽ��һ�ַ�����ϵ���������ϲ�����㷺���ξ���������ͼ4-1������������Ժĵ绡¯��Ƚϣ�������ճ���ϵͳ������ý�����Դ�������豸�����ײ������ֶ��ڲ���֯���ܣ������������á���Ҫ��������ֺͺϽ��������
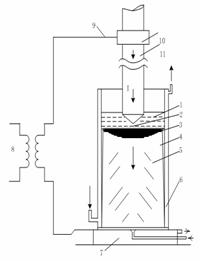
������Ժĵ绡¯��ȣ�����¯���豸��Ϊ���������¼�������ɣ���Դ��ѹ���Ͷ������Ժĵ缫����ϵͳ���ᾧ�����ˮ�䣬����������ϵͳ����ˮ�����ϵͳ�ȵȡ�����ֻ���ܵ�Դ��ѹ�����ᾧ������ˮ��͵���¯�ĸ��ֽṹ���͡�
��1����Դ��ѹ��
�����������ƶ����ص���ʹ�õĴ�������͵�ѹ�Ľ�����ֱ����Դ��Ϊ����Ҫѡ�������¯���������˵ı�ѹ�����ⲿ����ĸ�ѹ��ת��Ϊ��ѹ�磨40��100V����
��2���ᾧ��
�ᾧ���ǵ���¯����Ҫ���豸�������������۹����У������Ժĵ缫�ڽᾧ�����ۻ�������Һ̬�������ڽᾧ����ǿ����ȴ���ᾧ�����γɽ�����������������¯�ӵ������ң�ͬʱ���ǽ������̵Ķ�ģ���ᾧ������״���Ӹ��ӣ���ṹ���ֶ���(ͼ4-4)����Ҫ����ģʽ�ᾧ��������ʽ�ᾧ�������ʽ�ᾧ�����ࡣ
(3) ��ˮ��
��ˮ�䰲װ�ڽᾧ�������棬�������������������Ŵ������ȸ��ɣ����һ��в���(��ȫ��)��������ͨ����ˮ�䣬������ȴ�ͳ��ص����ã��������á�Ҫ���ˮ��������õĵ������ܺ���ȴ����������Ҫ���㹻�ĸնȡ���ˮ����ϸǰ�Ӧ���ù⻬����ͭ�����ɣ�������ͨˮ��ȴ����ȴˮ�ڵ�ˮ���п���Ƴɲ�ͬ������ˮ��Ҳ���Ƴɲ�ͬ����ʽ��
��4������¯������
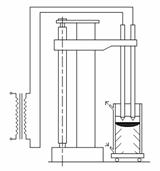
����¯�����ͺܶ࣬�ṹҲ���ֶ����������н��ӵ���¯�ĵ�Դ���࣬���緽ʽ�����ܽṹ���͵������½��ܣ�����Դ�ɷ�Ϊֱ������¯�ͽ�������¯���֣��ڹ�ҵ�����д������õ��ǽ�����Դ���硣�����緽ʽ�ɷ�Ϊ�������¯���������缫����¯������������(��������)���缫��ɵĵ���¯�Լ�˫����������¯����ͼ4-6��4-8Ϊ����¯�ļ��ֲ�����ʽ��ͼ4-3Ϊ����¯�ĵ�Դ����ʾ��ͼ��
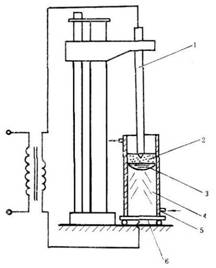
ͼ4-1����¯
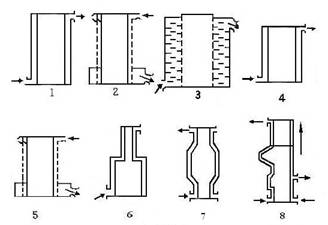
ͼ4-2��ͬ���͵Ľᾧ��
1-�Ժĵ缫�� 2���أ�3-�����۳أ�4-�������� 1-3 ��ģʽ�ᾧ����
4-5 ����ʽ�ᾧ����
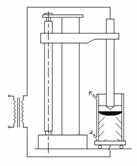 ͼ4-3 ����̶�ʽ����¯ |
 |
|
��1�����۵Ļ���ԭ��
�������۹����У����������Ժĵ缫�������������۳ء������Ľ������Լ���ˮ�䣬���������������ѹ���ȣ��γ�һ����·����ͼ4-6��������˫�������ĵ���¯���ԣ������Ǵ����е�һ���Ժĵ缫��������(С���ֵ��������������۳أ�Ȼ������������)���پ���һ���Ժĵ缫�����ص���ѹ�������ɻ�·��
�������۹��̣��������ص��γɡ��Ժĵ缫���ۻ������۽����������Լ����۶���������������һ�������Ĺ��������н��еġ�
������ͨ������ʱ�������������нϴ�ĵ��裬�������в���ǿ��ĵ����ȡ���λʱ��������������������Q����ʽ��ʾ��
Q = I2 R (4-1)
ʽ�У�Q����λʱ���ڲ����ĵ����ȣ�J/S ��
I��ͨ�������ĵ���ǿ�ȣ�A��
R�������������¶��µĵ��裬��
�Ժĵ缫���������У����������ĸ��£�ʹ�Ժĵ缫�IJ��벿�ֱ����ȣ��������������۵㣬���ǵ缫��ͷ�ı��㿪ʼ�ۻ����γɱ������Һ�������ڶ�ͷ�ϲ���ͬʱ��������g�������R�������˶��ij�ˢ��F�������£��ص缫�������������������ڵ缫�����벿λ���У����㼯���۵Ρ�����ʹ�۵����µ��䣬���������۵εĽ�����������ͼ��ֹ���۵�����(ͼ4-7)
���Խ����۹������Ժĵ缫���ۻ��ͽ����۵εĹ��ɿ������������Σ�
1) �Ժĵ缫ĩ���γ�Һ̬�Ľ���Ĥ��
2) �ۼ����۵ζ�ͨ������������۳ع��ɣ�
3) ��������۳ر��档
ͼ4-6 �������ۻ���ԭ��ͼ
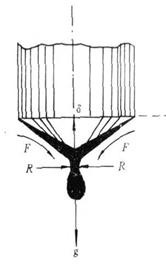
ͼ4-7 �����۵�����ʾ��ͼ
1�����أ�2���ۻ�Һ�㣻3�������۳أ�4����Ƥ��
7����ˮ�䣻8����ѹ����
4.2�������۵���Խ��
����������һ���ұ��������ȣ���֮ͬ�����ڣ����۹��̣��������ص��γɡ��Ժĵ缫���ۻ������۽����������Լ����۶���������������һ�������Ĺ��������н��еġ�������ˣ�����һϵ����Խ�ԡ�
��1�����۽����ܱ�������Ч������
��2�����ƽ������Ľᾧ��������߽����ijɲ��ʡ�
��3���豸���������õͣ����������ա�
��4����ƷƷ�ֶ࣬Ӧ�÷�Χ�㡣
��5���������۷�����һ���ܴ���ŵ㣬�����Ʋ�ͬ����Ľ���������Բ�Ρ������Ρ����Σ��Լ���խ�泤�ȱȺܴ�Ľ������������������пչܺ�������ͬ��״������������Ĺ���������ë������ѹ����������ѹ���ţ��Լ������
�������۷���һЩ����֮�����������ʽϵͣ��������ĸߣ�ȥ��Ч������ۺ�Ti��AlԪ�ظߵĸ���ʱ����ѧ�ɷֲ�����ȷ���ƣ����������Ա�һ����������Ҫ�ߡ�
4.3�������۵�ԭ���ϡ����ƶ������ղ�����ѡ��
��1���Ժĵ缫
�����������õ��Ժĵ缫һ��Ϊ�绡¯���Ӧ¯ұ���Ľ��������������ƻ������Ƴɽ����������Ķ��������Բ�εġ����εĻ���εģ���Ʒ��Ӧ�������ۺ�ij�Ʒ������ͬ��Ϊ�˱������۹�����������Ԫ�ش�������Ҫ���Ժĵ缫�ı���û�������������Ƥ�������ǶԺ���Al��Ti��B��Ԫ�صĸֺͺϽ�����ʱ����Ӧ��ˡ����۹����У�����������Ԫ��(Ti��Al��)���ܱ������⣬����Ԫ�ػ����ϱ仯��������Щ��������Ԫ�أ�Ӧ�������۹����е������������Ʊ��Ժĵ缫ʱ�����ǿ�����һ���ķ�Χ�����۹�����Ϊ�˱����Ժĵ缫ƫ�ģ�Ҫ����Ӧ������ƽֱ��һ��Ҫ��ÿ�ײ�����
��2��
������
���ۿ�ʼʱ��Ϊ�˷�ֹ��ˮ�䱻�մ������ڽᾧ�����²�����ˮ������棬����һ������壬�˰���Ϊ�����塣������������Ժĵ缫��ͬ�IJ����Ƴɡ�����������治Ӧ����������Ƥ�����⣬Ҫ��ʮ��ƽ���������ܱ�֤���ˮ��ı�����ܽӴ���ȡ�����õĵ���Ч��������������һ��ѡ��12��18mm��
��3����ȼ����
������֪����������ʱ������״̬��¯����һ���ĵ���������������Ϊ��̬ʱ���䵼�������ܲ����ֱ���������緢�ȶ��������ء�������ù���������Ϊ��ȼ����ʱ������Ѱ��һ�����ڹ�̬ʱ���㹻����������¯������ʵ�������Ƿ��֣����������к���һ��������TiO2ʱ�����������Ҫ��������൱һ��ʱ���ڣ�������TiO2�Ĺ���������Ϊ�������۵���ȼ���ϡ�
��4����������
�������۹����У�¯������ʮ����Ҫ�����á���������ϵ����өʯ (CaF2)������ (A12O3)��ʯ��(CaO) �Լ�þɰ (MgO) ����ɣ�(����4-1)��
��1���������ijߴ�
���غͶ��ӳߴ���ϵ����ʽ4-2��
![]() ��4-2��
��4-2��
G�� �����أ�t�� D�� ������ƽ��ֱ�����M��
h ���� ���ߣ�cm���� �� �����������ı��أ�g/cm3��
��4-1 ��������ϵ��Һ̬�ı��ء��۵�
|
��ϵ�����% |
���ӱ��أ�g/�M3 |
�۵�/ �� |
|||
|
CaF2 |
CaO |
A12O3 |
|
|
|
|
100 |
- |
- |
2.52 |
2.42 |
|
|
90 |
10 |
- |
2.57 |
|
1390��1410 |
|
80 |
20 |
- |
2.63 |
2.50 |
1200��1220 |
|
70 |
30 |
- |
2.66 |
|
|
|
60 |
40 |
- |
2.69 |
|
|
|
70 |
- |
30 |
2.88 |
2.80 |
1320��1340 |
|
80 |
10 |
10 |
2.69 |
|
|
|
60 |
20 |
20 |
2.90 |
|
1240��1260 |
�ᾧ����ֱ��D������ʽȷ����
![]() ��4-3��
��4-3��
ʽ�У�D��һ�ᾧ����ƽ��ֱ����mm�� D������Ʒֱ����mm��
Mһë���ӹ�����(���ڸֶ���M=0������������M=10��
����һ�����ļ�����(һ��Ϊ3��0.5��)��
�ᾧ���ĸ߶�(H��)����ʽȷ����
H��=��3��6��D���� ��4-4��
��D����
�Ժĵ缫��ֱ����ȡ���ڽᾧ����ֱ��D�����ɰ����о��鹫ʽȷ����
d�� = K��D�� ( 4-5 )
ʽ�У�K��������ȣ�һ��ѡ��0.4��0.6��d�����Ժĵ缫ֱ����mm��
D�����ᾧ��ֱ����mm��
Ŀǰ��������������Լ���ʵ�������ѡ��ij����K��ͬ������֤�������������Ͱ�ȫ������ǰ���£�Kֵѡ�ô�һЩΪ�ã����Խ��͵������ġ�����������Լ����ƶ���������������ġ��Ժĵ缫��ֱ�����ܹ�����Ӱ�������ȫ���Ժĵ缫�ij���L����������ʽ���㣺
 �� ��4-6��
�� ��4-6��
ʽ�� G����������������t��n������һ������������Ҫ���Ժĵ缫��Ŀ������
�����������������ܶȣ���ͨ��ȡ
Z���缫���ܶȣ�������缫ȡ0.95���Զ����缫ȡ��Լ����1��
��L���缫��β��Ӧ�ӵ缫�ļ��ַ�ʽ������һ��ȡ��2��3��d����
��3��ұ����ѹ
ұ����ѹ��ָ����ʱ������ѹ����·��ѹ��֮����������ѹ�ӽ���������ѹ���Ƚ�ȷ�еش�����ʵ�ʵ�ѹ�����������Ժĵ缫��������ȣ��������ܷ��γ�����Ķ�������ᾧ�ͱ�������������ϵ��Ԫ�ص������̶ȡ��ʵ����¯�ڵ�ѹ����ϸ���۵Σ��������£������ڶ�������ᾧ��ͨ�������Ժá�����С����ϵ��������ѹ��ѡ��ƫ��Щ��ұ����Al��Ti��������Ԫ�صĺϽ��Լ��˲���ƫ���ĸֻ�Ͻ�ʱ��������ѹ��ѡ��ƫ��Щ��������ѹ������ �¾��鹫ʽѡȡ��
U = 0.5 D�� + B ��4-7��
U ��������ѹ��V�� D�����ᾧ��ֱ����cm�� B�� ������ȡ27��37 V��
��4��ұ������
ұ����������Ҫ�IJ������Բ�Ʒ�����;��ü���ָ������ҪӰ�졣���ұ���������Ժĵ缫��������������ڶ��ӵ�����ᾧ��ұ��������Ҫ���Ժĵ缫������͵����ܶ�ȷ����
I = A��J ��4-8��
A���Ժĵ缫�������mm2��J�������ܶȣ�A/mm2��
�����ܶ�J�����о��鹫ʽѡ��
![]() ��4-9��
��4-9��
����d��Ϊ�Ժĵ缫ֱ����mm��
��5�����빦��
���빦����Ϊ�˼����ѹ����ֵ�Ƿ���ʣ���Ϊ�豸ѡ���ѹ���ṩ���ݡ�ȷ�����빦���Ǹ��ݵ�λ����������빦����ȷ���ġ���D��=400��800mmʱ����Ч���빦��Ϊ0.15��0.30KW/ cm2 , D��=200��400mmʱ����Ч���빦��Ϊ0.30��0.60KW/ cm2 ��D����
��6���������������
������ȷ������ʽ���У���������ϵ�����ؼ���4-3��
![]() ��4-10��
��4-10��
G�� ���������K�� D�� ���ᾧ��ֱ�����M��
h ���� ������ȣ�cm�� ���� �����������ı��أ��K��cm3��
������ȿ��Ը������¾��鹫ʽȷ����
![]() ��4-11��
��4-11��
��D����
��7����ȴˮ�¶�
Ϊ�������ڸֶ��Ľᾧ�ͷ�ֹ�¹ʷ�����Ҫ��ᾧ���͵�ˮ�����ȴǿ�ȴ�һЩ��ͨ��Ҫ����ȴˮѹ��1.5��2.0�K/mm2����֤�ᾧ������ˮ�¿�����40��60�档
4.4�������۵�ұ���ص�(��11�ο�)
�������۹��̣��������ص��γɡ��Ժĵ缫���ۻ������۽����������Լ����۶��IJ���������Щ��������һ�������Ĺ��������н��еġ�
(1) ����������
1�����۹�������Դ��
2����Ч�ؽ��о�����
3��¯���ı������á�
4�����⣬�����۽��������̹����У������滹�γ�һ�㱡�������ȵ����ǣ������ᾧ�����ܸ���������ֱ�����ã���ʹ���ı���⻬��������ģ��
(2) ����������
1��һ���ıȵ絼��
2���ϵ͵������۵㡣
3���͵�����ѹ��
4�������Ľ����������ˡ�
5���������ܶ����С�
6���������������ˡ�
(3) ��ϵ��ѡ��
Ӧ�������������������ܵķ���ѡ����������������ϵ����4-1��
��ϵ���۵�Ӧ�������۽����۵�100��200�棬��������ҲӦС�������۹��������������Ժã������������ȥ���ǽ��������ͬʱ����ʹ���ӱ����γ�һ�㱡�����ȵ����ǣ������ڶ������̺ͻ�ù⻬�ı��档
CaF2-CaO��ϵ������������������������������������������ȵ���߶��������ۺ������������ʱ��Ϊ�˱�֤������ĺ����������������������������R��l��
��������ʱ�������в��ȶ��������� (FeO��MnO) ���Լ���۽�����������( MexOy )����ӦԽ��Խ�ã��Է�ֹ������[O]�������ߺ�Ԫ�ص�������������AI��Ti��B��Ԫ�صĸ���Ͻ�ʱ�����в�Ӧ����(SiO2)��
����Na2O��K2O�ȼ������������۵�ͣ������ӷ���������в�Ӧ���д��������
(4)���صĽ���
�����ۿ�ʼʱ��ҪѸ�ٽ������������أ�ʹ���������ܹ�˳�����С��������صķ�������������������Ŀǰ����������Ҫ���ú��ߡ������У����Թ��嵼������ȼ����Һ����Ϊ����
�����۵��ڵ���Ĺ����У������������Ҫ����Ϊ�۵ε����Ƶ�ʺ��۵�ֱ���Ĵ�С����Щ�Խ����ľ��������൱��Ӱ�졣
���ȣ������ɷֶ��۵γߴ������Ե�Ӱ�졣������ֱ��d��=
��4-2 ���α仯���
|
CaF2-Al2O3����Al2O3������/% |
��ѹ��/V |
������/A |
����Ƶ�ʣ���/�� |
����ƽ��������/g |
|
1 |
61 |
7500 |
5.07 |
6.90 |
|
5 |
61 |
7500 |
6.53 |
7.50 |
|
15 |
61 |
7500 |
7.01 |
7.95 |
|
30 |
61 |
7500 |
7.06 |
11.70 |
��Σ�����������۵ε���Ƶ�ʺ��۵��ߴ�����һ���Ĺ�ϵ��������С������Ժĵ缫ʱ����������ȵ����ӵ����۵ε���Ƶ�ʵĽ��ͣ����۵�ֱ������ ( ����4-3 )��
��4-3 ����������۵ε���Ƶ�ʡ��۵�ֱ���Ĺ�ϵ
|
�� �� �� �ȣ�/�L |
30 |
50 |
70 |
|
�� �� Ƶ �ʣ���/�� |
21.5 |
14.8 |
11.5 |
|
����ƽ��������/g |
0.11 |
0.16 |
0.21 |
|
����ƽ��ֱ����/�L |
3.12 |
3.54 |
3.86 |
ע���缫�����ٶ�Ϊ
�������������۹������ȶ�������Ժĵ缫���½��ٶ������еĹ�ϵ�����缫�½�����ʱ��������������ɵ��绡���̡���ʱ���缫�Ķ�ͷ��ƽ�ģ��۵�ͨ���ֲ��ڵ缫����ı�Ե(��ͼ4
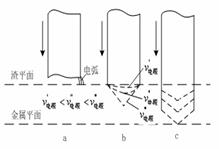
ͼ4-8 �缫�ۻ�����
a-�缫�½��ٶȵͣ�b-�缫�½��ٶ����У�c-�缫�½��ٶȹ���
�ٽ�һ����ߵ缫���½��ٶȣ���缫�˲�Բ��IJ�������Σ�ͬʱ����һ���ֵ缫Բ����Ҳ���������С���ʱ����缫�½��ٶȵ����ӣ����ܹ۲쵽�����Ļ�������(ͼ4-19)��
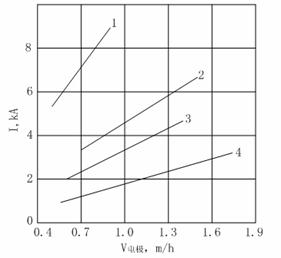
ͼ4-9 �缫�½��ٶ�������Ĺ�ϵ
1-�缫ֱ��
3-�缫ֱ��
���缫�½��ٶȹ���ʱ�����ᵼ�µ缫�˲�������۳ر���֮�������۵ζ�������������Եĵ绡�ŵ磬������������²����ڡ���ʱ����������ֵ缫������۳�֮���·��ʹ���۹������ȶ���
��֮���ڲ��ô����缫�ĵ�������ʱ���缫ĩ��Ӧ�������������״����ʱ���۹�����Ϊ�ȶ���
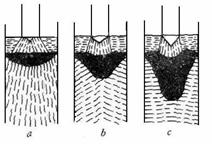
�����������̹�����һ�������������̵IJ�����£�
��1���������۶���ƫ��������������С��
��2���������۹����У��ڽ������̵�ͬʱ�������Ժĵ缫�ļ����ۻ������Բ��ϵ���ᾧ�����ڲ����µĽ���Һ����ͨģ��ʱ����Ҫ��
��3���������ı�����һ�㱡������ʹ��������ȴ�ٶ�Զ���ھ�����ȴ�ٶȣ��ᾧ��֯��������
��4���������Ľᾧ��֯�����������������йأ���������۳ص���״�йء�
ʵ��֤�����Ժĵ缫���½��ٶȡ�����������������ѹ����������Լ����۽����ĵ����Ե���Ҫ����Ӱ������۳���״���γɡ�
�����������۽���ǰ10~15����ʱ������������֤���ƽ��û�������ĵ���������߽������ijɲ��ʣ�
��ģ����ȴ������������Ӧ����������ȫ���̺�10���ӣ����� ģ������ͨ�����ݲ�ͬ�����Լ����Ĵ�С���涨ģ��ʱ�䡣��ģ�Ͻ��һ���Ӧ���䣬��������� �п��䡢ɰ�䡢����Ϳ����ȡ�
4.5�������۵�ұ������
�������۷�������Ч����������������һ���ܴﵽ50��80�������ǵ������۷����ŵ�֮һ����ͨ���ַ�����Ϊ��ʹ��������Ч��������߱�����������
��1������Ӧ���иߵļ�ȣ���2��Ϊʹ�������кܺõ������ԣ�Ҫ���������¶ȸߣ���3�������������ĽӴ����澡���ܴ�
�������۵�������̣�������������ʽ��
��1����¯�����������������������ת��
�䷴ӦʽΪ�� [S]+(O2- )��(S2- )+[O] ��4-12��
��Ӧ��ƽ�ⳣ��Ϊ��
![]() ��4-13��
��4-13��
����4-13�ɵã�
![]() ��4-14��
��4-14��
������������ӵĺ���Խ�ߣ����������Ļ��Խ�ͣ������������ת�뵽���е�������Խ�ࡣΪ��ʹ�����н϶�������Ӻ���������ͨ�����ø�ȵ�������ʵ�֡���¯������Ļ�ѧ��Ӧʽ��������������ѳ��������е�������Ӧ��֮���ӡ�
��2�����۹����л�������������ķ�Ӧ������������������ת��
(S2- ) +3/2��O2��= (O2-) +��SO2�� ��4-15��
�˷�Ӧ��ƽ�ⳣ��Ϊ��
 ��4-16��
��4-16��
��ʽ4-16�ɵã�
![]() ��4-17��
��4-17��
�� (4-17) ʽ���������������ķ�ѹԽ�ߣ������������ӵĻ��Խ�ͣ�������۹����е�������������������������Ӧ���̴�����һ����ì�ܡ����ǣ���������������ͬһϵͳ�ڷ����ģ�������������Ч����Ӧ����������Ӧ����õ��ۺϽ����
��3��������[S]�ӽ����������й���
�����͵�ѹ���Բ�ͬ���Խ��������ȥ��Ҳ�����һ����Ч�����������ֱ�����ӣ����Ժĵ缫��������������ʹ������[S]�ӽ����������й��ɣ�ȡ�ýϺõ�����Ч��������ֱ�����ӻ���������������Ч������������ʱ����������������ʽ�У���������ռ���൱�ı������ܵ����������ý�����Դ��������ڴ�����������ȡ��������Ч����á������ý�����Դʱ������������ϵ������CaF2--CaO��ϵ������Ч����ѡ�
���ڽ����е����ף���ͳ�ķ�������ұ�������о������� ������һ�͡�(��ȣ���(FeO)�������������ͽϵ��¶�)�����������ǣ��ڵ������۹����У���������Ϊ�������Եģ��۳��¶��ָߣ�������ѻ�����õ�����Ч����
�������۶�ȥ�������зǽ���������ʮ����Ч���±�����������и־����������ǽ��������ﺬ���ı仯��
��4-4�������۹�����и���������ӵı仯
|
ȡ����λ |
������ |
�ӳ��� |
�ӳ�����������ӵ�ƽ���������m2 |
|
�Ժĵ缫 |
3 |
36 |
254 |
|
�缫�˲��۵� |
3 |
38 |
59 |
|
������۵� |
5 |
51 |
33 |
|
�����۳� |
5 |
63 |
47 |
|
���۸ֲ� |
5 |
60 |
37 |
��4-10��ͬ�����µ�������ʱ [Ti] ���������
|
���� |
���� |
¯�� |
����[Ti]��% |
||
|
��� |
ƽ�� |
�������� |
|||
|
1.0�� |
���� |
6 |
0.47 |
0.22 |
0.46 |
|
��� |
2 |
0.15 |
0.11 |
0.08 |
|
4.6�������۵�Ӧ��
(1) ������Ӧ��
�������� ESR���������� ESC���������� ESP������ת�� ESMPC�������������� CESC��
�������ⶥ ESHT�����ٵ��� ESRR�������� ESW���������� E.S.Cladding��
������������ E.S.Osprey������ֱ���Ͻ� Direct ESM��
(2) δ��������Ʒչ��
I
���������ͼ����Ͷͼ�������,������¢�ϵ�λ��
II
�����ʹ��߸֡�ģ�߸֡�˫������ȸ֡����γ���ǿ�֡�����������������������ռ��������,��յ绡��������һ�����Ϊ����������ȡ����
III
�ڳ����Ͻ�����(���ºϽ���ʴ�Ͻ𡢾��ܺϽ𡢵��ȺϽ�),������������յ绡���۴�����������,��80���ĩ,���������ڲ������ѳ�����յ绡������������Ϯ��յ绡���۵ľ�ϵ���ϲ���,�ܹ�ȥ��������������,���²�������ռ�������ơ�
IV
��ɫ������������,�������۴��ڷ���δ���ĽΡ�