ΒγΉ” χ»έΝΕΘ®Electron-beam MeltingΘ©ΦΦ θ «άϊ”ΟΗΏΡήΝΩΟήΕ»ΒΡΒγΉ” χ‘ΎΚδΜςΫπ τ ±≤ζ…ζΗΏΈ¬ ΙΫπ τ»έΜ·ΒΡ“±ΫπΖΫΖ®ΓΘΡΩ«ΑΘ§ΒγΉ” χ»έΝΕΦΦ θ‘ΎΕύΗωΝλ”ρΕΦΒΟΒΫΝΥ”Π”ΟΘ§÷ς“Σ”Ο”ΎœΓ”–Ϋπ τΓΔΙσΫπ τ“‘ΦΑΡ―»έΫπ τ≤ΡΝœΒΡ»έΝΕΓΔΧα¥Ω“‘ΦΑΜΊ ’÷Ί»έΘ§ΜΙΩ…“‘”Ο”Ύ÷Τ»ΓΑκΒΦΧε≤ΡΝœΚΆΡ―»έΫπ τΦΑΤδΚœΫπΒΡΒΞΨßΒ»ΓΘΒγΉ” χ÷Ί»έΖ®Θ®Electron-beam RemeltingΘ© «‘ΎΗΏ’φΩ’Ε»ΒΡΧθΦΰœ¬Θ§άϊ”ΟΒγΉ”«ΙΖΔ…δ≥ωΗΏΥΌΒΡΒγΉ” χΉςΈΣ»»‘¥ΚδΜς±ΜΨΪΝΕΒΡΫπ τΝœΘ§ΫΪΒγΉ” χΥυΨΏ”–ΒΡΕ·ΡήΉΣΜ·ΈΣ»»ΡήΘ§¥”Εχ ΙΫπ τ»έΝΕΓΔΧα¥ΩΒΡ“Μ÷÷»έΝΕΖΫΖ®ΓΘΫπ τ±Μ»έΜ·≥…Ϋπ τ“ΚΒΈ≤Δ‘ΎΥ°άδΫαΨßΤς÷–ΡΐΙΧ≥…–ΆΓΘΒγΉ” χ»έΝΕ «‘ΎΗΏ’φΩ’Ή¥Χ§œ¬Ϋχ––Θ§»έΝΕ ±Ιΐ»»Έ¬Ε»ΗΏΘ§Έ§≥÷“ΚΧ§ ±Φδ≥ΛΘ§ ΙΫπ τΒΡΨΪΝΕΧα¥ΩΉς”ΟΒΟΒΫ≥δΖ÷”––ßΫχ––Θ§Ω…“‘Ά―ΤχΓΔΆ――θΓΔΜ”ΖΔ»Ξ≥ΐΫπ τ‘”÷ ΓΘ‘Ύœ¬“ΐ÷ΐΕßΙΐ≥Χ÷–Θ§≤Μ»έ‘”÷ …œΗΓΗΜΦ·‘ΎΕßΆΖΕΞ≤ΩΘ§ΗΏ»έΒψΫπ τΗΜΦ·‘ΎΆβ±μΟφΘ§»ΞΒτ÷ΐΕßΕΞ≤ΩΦΑΨΪ’ϊ»ΞΒτΆβ±μΤΛΩ…ΒΟΒΫΗΏ¥ΩΒΡΫπ τ÷ΐΕßΓΘΒγΉ” χ»έΝΕ¬·…η±Η Ψ“βΆΦΦϊΆΦ7-1ΓΘ
 |
|
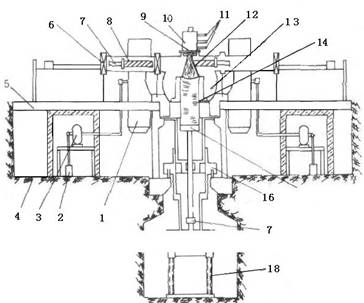
ΆΦ7-1 ΒγΉ” χ»έΝΕ¬·
1-”Άά©…Δ±ΟΘΜ2-Μζ–Β±ΟΘΜ3-¬ό¥Ρ±ΟΘΜ4-≥ΒΦδΒΊΟφΘΜ5-≤ΌΉςΤΫΧ®ΘΜ6-ΉΑΝœΖßΟ≈ΘΜ7-ΝœΑτΆΤΥΆΜζΙΙΘΜ
8-ΝœΑτΘΜ9-ΒγΉ” χΤΪΉΣœΒΆ≥ΘΜ10-ΒγΉ”«ΙΘΜ11-ΒγΉ”«Ι’φΩ’Ϋ”ΩΎΘΜ12-ΒγΉ” χΘΜ13-»έΝΕ “ΘΜ
14-ΫαΨßΤςΘΜ15-Υ°άδΕßΡΘΉυΘΜ16-Εß≥ΒΘΜ17-ΆœΕßΜζΙΙΘΜ18-ΆœΕßΜζΙΙΦήΘΜ
ΒγΉ” χ÷Ί»έΖ®¥”»έΝΕΡ―»έΫπ τ(νψΓΔνξΓΔνΰ“‘ΦΑΈΌΓΔνβΒ»)ΩΣ ΦΘ§œ÷“―ά©’ΙΒΫ…ζ≤ζΑκΒΦΧε≤ΡΝœΚΆΗΏ–‘ΡήΒΡ¥≈–‘ΚœΫπ“‘ΦΑ≤ΩΖ÷ΧΊ βΗ÷Θ§»γΙω÷ι÷α≥–Η÷ΓΔΡΆΗ· ¥≤Μ–βΗ÷ΓΔ“‘ΦΑ≥§ΒΆΧΦ¥ΩΧζΒ»ΓΘ¥ΥΆβΘ§ΒγΉ” χ÷Ί»έ¬·ΜΙΡή”Οά¥»έΝΕΡ≥–©ΡΆ»»ΚœΫπΘ§ΧΊ±π «“‘νξΜρνψΈΣ÷ςΒΡΚ§ΈΌΓΔΚ§νβΒΡΚœΫπΓΘΨί±®ΒΦΘ§«ΑΥ’ΝΣΜΙ‘χ”ΟΒγΉ” χ»έΝΕ¬·ά¥»έΝΕΆ≠ΚΆΡχΓΘΒγΉ” χ»έΝΕΖ®≥ΐ”Ο”ΎΗ÷ΚΆΚœΫπΒ»Ϋπ τ≤ΡΝœΒΡ»έΝΕΆβΘ§ΜΙΩ…”ΟΥϋά¥»έΝΕ≤ΜΆ§–‘÷ ΒΡΧ’¥…ΚΆ≤ΘΝßΓΘ
ΒγΉ” χ»έΝΕΦΦ θΧΊΒψΩ…“‘ΙιΡ…»γœ¬ΘΚ
(1) ”…”ΎΒγΉ” χ»έΝΕ «‘Ύ’φΩ’÷–Ϋχ––ΒΡΘ§≤ΡΝœΒΡ»έ»ΎΉ¥Χ§Ω…“‘Υφ ±ΩΊ÷ΤΘ§“ρ¥ΥΩ…“‘ΜώΒΟΗΏ¥ΩΡ―»έ≤ΡΝœΓΘ
(2) ΒγΉ” χΡήΝΩΟήΕ»ΫœΗΏΘ§ΤδΡήΝΩΟήΕ»ΒςΫΎΖΫ±ψΘ§Ω…Ά®ΙΐΕ‘ΒγΉ” χΒΡΨέ…Δά¥ΩΊ÷ΤΒςΫΎ»έ≥Ί±μΟφΡήΝΩΖ÷≤ΦΘ§“ρ¥ΥΘ§Ω…”Ο”Ύ»έΝΕΡ―»έΫπ τΓΘ
(3) »ί“Ή Βœ÷Ή‘Ε·Μ·ΩΊ÷ΤΓΔΑ≤»ΪΓΔΩ…ΩΩ.ΧΊ±π «œ÷¥ζΦΤΥψΜζΦΦ θΓΔΒγΉ”ΦΦ θΓΔΉ‘Ε·Μ·ΦΦ θΒΡ”Π”ΟΘ§Ηϋ»ί“Ή Βœ÷Ε‘Ρ―»έ≤ΡΝœΒΡΧαΝΕΦΑΜώ»ΓΗΏ¥Ω≤ΡΝœΓΘ
(4) »ί“ΉΨΪ»ΖΩΊ÷Τ»έΝœΒΡΜ·―ß≥…Ζ÷Θ§ΡήΒΟΒΫ“ΜΕ®–‘Ρή“Σ«σΒΡœΓ”–Ρ―»έΚΆΗΏ¥ΩΫπ τ≤ΡΝœΓΘ
’β÷÷÷Ί»έΖ®ΒΡ≤ΜΉψ÷°¥Π‘Ύ”Ύ…ζ≤ζ¬ ΒΆΘ§…η±ΗΫαΙΙ±»ΫœΗ¥‘”Θ§–η”Π”ΟΗΏ―Ι÷±ΝςΒγ‘¥Θ§…η±ΗΆΕΉ Ζ―”ΟΗΏΓΘΥυ“‘’β÷÷»έΝΕΖΫΖ®Ρ―“‘≥…ΈΣΧΊ÷÷»έΝΕΒΡ÷ς“ΣΖΫΖ®ΓΘ»γ¥”…ζ≤ζΖ―”ΟΖΫΟφΖ÷ΈωΘ§ΒγΉ” χ÷Ί»έΖ® «ΉνΗΏΒΡΘ§»τ“‘Τ’Ά®»έΝΕΖΫΖ®»έΝΕΧΊ βΗ÷ΒΡΖ―”ΟΈΣlΘ§‘ρΤδΥϊ»έΝΕΖ®»έΝΕΆ§»ίΝΩΓΔΆ§Η÷÷÷ΒΡΖ―”ΟΖ÷±πΈΣΘΚΒγ‘ϋ÷Ί»έΖ®1.75Θ§Β»άκΉ”ΒγΜΓ÷Ί»έ2.03Θ§’φΩ’ΒγΜΓ÷Ί»έ2.4Θ§ΒγΉ” χ÷Ί»έ2.72ΓΘ
7.2 ΒγΉ” χ÷Ί»έΒΡΜυ±Ψ‘≠άμ
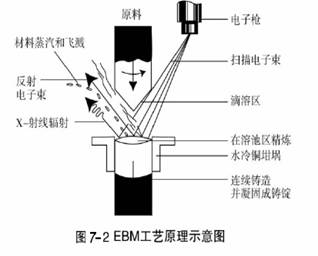
ΒγΉ” χ÷Ί»έΖ®ΒΡΙΛΉς‘≠άμ”κ’φΩ’ΕΰΦΪΙήœύΥΤΘ§Φ¥“θΓΔ―τΝΫΦΪ÷Ο”Ύ“ΜΗω’φΩ’ “ΡΎΘ§Ζ÷±πΝ§Ϋ”‘Ύ÷±ΝςΒγ‘¥ΒΡΗΚΦΪΚΆ’ΐΦΪ…œΓΘΒ±“θΦΪ”ΟΤδΥϊΒγ‘¥Ά®ΒγΦ”»»ΚσΘ§Έ¬Ε»ΧαΗΏΘ§‘Ύ“θΦΪ≤ΡΝœ÷–”–Ή‘”…ΒγΉ”“ρ ή»»Εχ±ΜΦΛΖΔ“ί≥ωΓΘ»τ¥Υ ±ΒΡ“θΦΪΚΆ―τΦΪ±ΜΫ”Ά®“ΜΕ®Βγ―ΙΒΡ÷±ΝςΒγ‘¥Θ§‘ρΦΛΖΔ≥ωΒΡΒγΉ”ΨΆ¥Π”Ύ“ΜΕ®«ΩΕ»ΒΡΒγ≥ΓΉς”Οœ¬Θ§±ΜΦ”ΥΌ≤Δ…δœρ―τΦΪΓΘ‘ΎΒγΉ” χ÷Ί»έ¬·÷–Θ§Ϋη¥ΥΗΏΥΌΒΡΒγΉ”ΝςΚδΜς―τΦΪΫπ τΝœΘ§ΫΪΒγΉ”ΒΡΕ·Ρή‘Ύ―τΦΪ…œΉΣΜΜ≥…»»ΡήΘ§¥”ΕχΦ”»»ΚΆ»έΜ·―τΦΪΓΘΤδ»έΝΕΒΡΙΛ“’‘≠άμ»γΆΦ7-2Υυ ΨΓΘ
7.3 ΒγΉ” χ÷Ί»έ¬·ΒΡ÷ς“Σ…η±Η
ΒγΉ” χ÷Ί»έ¬·”…¬·ΧεΓΔ’φΩ’œΒΆ≥ΚΆΒγΤχœΒΆ≥Β»»ΐ≤ΩΖ÷Ήι≥…Θ§»έΝΕ…η±ΗΒΡ‘≠άμΆΦΦϊΆΦ7-3ΓΘ

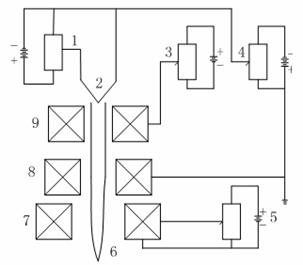
ΆΦ7-3 ΒγΉ” χ»έΝΕ…η±Η‘≠άμΆΦ
1-ΒγΉ” χΖΔ…ζœΒΆ≥ΘΜ2-’φΩ’ΖßΘΜ3-’φΩ’œΒΆ≥ΘΜ4-ΨέΫΙΓΔΤΪ…®œΒΆ≥ΘΜ5-ΙΛΉς “ΘΜ6-ΙΛΦΰΘΜ7-ΗΏ―ΙΒγ‘¥ΘΜ8-¥≈ΆΗΨΒΒγ‘¥ΘΜ9-ΤΪΉΣœΏ»ΠΒγ‘¥ΘΜ10-ΩΊ÷ΤœΒΆ≥
 ±ΨΫΎ÷ΜΨΆ¬·ΧεΒΡ÷ς“Σ≤ΩΖ÷Ϋι…ή»γœ¬Θ§¬·ΧεΒΡΚΥ–Ρ≤ΩΈΜ «ΒγΉ”«ΙΓΘ≥ΐ¥Υ÷°ΆβΘ§ΜΙ”–’φΩ’ “ΆβΩ«ΓΔΫαΨßΤςΓΔΫχΝœΚΆ≥ιΕßΜζΙΙΓΘ
±ΨΫΎ÷ΜΨΆ¬·ΧεΒΡ÷ς“Σ≤ΩΖ÷Ϋι…ή»γœ¬Θ§¬·ΧεΒΡΚΥ–Ρ≤ΩΈΜ «ΒγΉ”«ΙΓΘ≥ΐ¥Υ÷°ΆβΘ§ΜΙ”–’φΩ’ “ΆβΩ«ΓΔΫαΨßΤςΓΔΫχΝœΚΆ≥ιΕßΜζΙΙΓΘ
ΒγΉ”«Ι «ΒγΉ” χ÷Ί»έ¬·≤ζ…ζΒγΉ” χΒΡΙΊΦϋ…η±ΗΓΘΥϋΒΡΫαΙΙ–Έ ΫΚήΕύΘ§”–÷αœρ«ΙΓΔΚαœρ«ΙΓΔΜΖ–Έ«ΙΒ»ΓΘΡΩ«Α”Π”Ο÷αœρ«ΙΫœΕύΓΘ
÷αœρ«ΙΒΡΥϋΒΡΆβ–Έœώ“ΜΗω÷±Ά≤Θ§ΡΎ≤ΩΫαΙΙΦϊΆΦ7-4Θ§ΒγΉ”«Ι‘≠άμΆΦΦϊΆΦ7-5Θ§ΒγΉ”«ΙΒΡ»ΐΈ§ΡΘΡβΫαΙΙΡΘ–ΆΦϊΆΦ7-6ΓΘΒγΉ” χ”…ΩιΉ¥“θΦΪΖΔ…δ≥ωΘ§Ψ≠Ιΐ―τΦΪΒΡΦ”ΥΌΘ§“‘ΦΑΨέΫΙœΏ»ΠΒΡΨέΫΙΘ§≤Δ«“‘ΎΤΪΉΣœΏ»ΠΒΡΩΊ÷Τœ¬Θ§ ΙΒγΉ” χΑ¥Υυ–η“ΣΒΡΖΫœρΘ§“‘ΦΪΗΏΒΡΥΌΕ»…δΒΫ±ΜΦ”»»ΒΡΫπ τΝœ…œΘ§ ΙΫπ τΝœ»έΜ·ΓΘ
Υϋ «”…ΒγΉ” χΖΔ…δ‘ΣΦΰΓΔΨέ χ“θΦΪΓΔΦ”ΥΌ―τΦΪΓΔάκΉ”≤ΕΦ·ΤςΓΔΒγΉ” χΨέΫΙœΒΆ≥ΚΆΒγΉ” χΤΪΉΣœΒΆ≥Β»≤ΩΖ÷Ήι≥…ΓΘΒγΉ” χΖΔ…δ‘ΣΦΰ «”…Φ”»»“θΦΪ3ΚΆΖΔ…δ“θΦΪ4ΝΫ≤ΩΖ÷Ήι≥…ΓΘΦ”»»“θΦΪ «ΈΌΥΩ»Τ≥…ΒΡΥΪ¬ί–ΐ–ΈΘ§Β±”Ο40ΓΪ50A(Βγ―Ι5V)ΒΡΫΜΝςΒγΆ®ΙΐΈΌΥΩ ±Θ§ΈΌΥΩΩ…Φ”»»Ν–
ΆΦ7-5 ΒγΉ” χΒΡ≤ζ…ζΚΆ–Έ≥…‘≠άμ
1-ΒΤΥΩΦ”»»Βγ‘¥ΘΜ2-ΒΤΥΩΘΜ3-ΤΪΉΣœΏ»ΠΒγ‘¥ΘΜ 4-Φ”ΥΌΒγ―ΙΒγ‘¥ΘΜ5-ΨέΫΙœΏ»ΠΒγ‘¥ΘΜ6-ΒγΉ” χΘΜ7-ΨέΫΙœΏ»ΠΘΜ8-―τΦΪ(Ϋ”ΒΊ)ΘΜ9-“θΦΪ
ΆΦ7-6 ΒγΉ” χΚδΜς¬·ΒγΉ”«ΙΒΡ»ΐΈ§ΫαΙΙΡΘ–ΆΆΦ
1-“ΐœΏΉυΘΜ2-ΒγΉ” χΖΔ…ζœΒΆ≥ΘΜ3-»ΐΆ®Ν§Ϋ”ΙήΘΜ4ΓΔ5-ΒΎ“ΜΓΔΒΎΕΰ¥≈ΆΗΨΒΘΜ6-’φΩ’ΖßΘΜ7-¥≈ΤΪ…®œΒΆ≥
ΒγΉ” χ¬·ΒΡΫαΨßΤς”κ’φΩ’ΒγΜΓ¬·ΒΡΫαΨßΤςœύΥΤΘ§”ΟΉœΆ≠÷Τ≥…Θ§≤ΔΆ®Υ°ά以ΓΘΫαΨßΤςΒΡΒΉ≤Ω”–ΙΧΕ® ΫΚΆΜνΕ· Ϋ(”Ο”Ύ≥ιΕß)ΝΫ÷÷ΓΘ≤Δ«“ΗυΨίΫπ τ≥…ΤΖΒΡ≤ΜΆ§“Σ«σΘ§ΫαΨßΤςΒΡΡΎ«ΜΫΊΟφΩ…÷Τ≥…‘≤–ΈΓΔΜΖ–ΈΜρΨΊ–ΈΓΘ
ΒγΉ” χ¬· «“Μ÷÷±Ώ»έΜ·±ΏΡΐΙΧΒΡ…η±ΗΓΘΒ±Ϋπ τΝœΑτ≤ΜΕœ»έΜ· ±Θ§”ΠΥφΦ¥ΫΪΈ¥»έΜ·ΒΡΝœΑτΆΤœρΒγΉ” χΚδΜς«χΓΘΝœΑτΒΡΆΤΫχΜζΙΙΕύΈΣΜζ–Β¥ΪΕ·ΓΘΫχΝœΉΑ÷Ο”–ΉίœρΚΆΚαœρΝΫ÷÷–Ά ΫΘ§ΚαœρΜΙ”–ΝΫ≤ύΥΪœρΫΜΧφΫχΝœΒΡ–Ά ΫΓΘ
Ε‘”ΎΒΉ≤ΩΜνΕ· ΫΒΡΫαΨßΤςΘ§–ηΑ≤ΉΑ≥ιΕßΜζΙΙΓΘ’β «“ρΈΣΒ±ΫαΨßΤςΡΎΫπ τ≤ΜΕœΡΐΙΧ ±Θ§ΈΣΝΥ Ι»έ≥Ί“ΚΟφ Φ÷’±Θ≥÷“ΜΕ®ΒΡΗΏΕ»Θ§“―ΡΐΙΧΒΡΫπ τΕß–η“Σ≤ΜΕœΒΊœρœ¬≥ι“ΐΓΘΒγΉ” χ¬·ΒΡ≥ιΕßΜζΙΙΩ…≤…”ΟΜζ–Β¥ΪΕ·ΚΆ“Κ―Ι¥ΪΕ·ΝΫ÷÷ΓΘ
7.4 ΒγΉ” χ÷Ί»έΙΛ“’ΦΑΤδ“±ΫπΧΊΒψ
Θ®1Θ©ΩΣ¬·«ΑΘ§”ΠΕ‘¬·Ή”Ης≤ΩΈΜ»œ’φΦλ≤ιΘ§“‘Οβ”…”Ύ…η±Η÷–ΒΡ“ΰΜΦΕχ Ι»έΝΕΙΐ≥Χ÷–‘λ≥… ¬Ι Μρ»»ΆΘΙΛ«ά–όΓΘΝμ“ΜΖΫΟφ”ΠΉΦ±ΗΚΟ±Μ÷Ί»έΒΡ¬·ΝœΓΘ
Θ®2Θ©»έΝΕ«ΑΘ§ΫΪΫαΨßΤςΚΆΑτΝœΑ≤ΉΑΚΟΘ§ΥφΚσΟήΖβ¬·ΧεΘ§≥ι’φΩ’ΓΘΒ±¬·ΡΎ’φΩ’Ε»¥οΒΫ(1ΓΪ3)ΓΝ10mmHg(0.00133ΓΪ0.00399Pa) ±Θ§‘ΌΩΣ ΦΥΆΒγΦ”»»“θΦΪΘ§≤ΔΆ§ ±Ά®Υ°ά以ΓΘ
Θ®3Θ©ΩΣ ΦΥΆΒγ ±ΒΡΙΠ¬ ≤Μ“ΥΧΪ¥σΘ§Β±ΫαΨßΤςΡΎ“―”–“ΜΕ® ΐΝΩΒΡΫπ τ“ΚΘ§≤Δ«“Ϋπ τ»έ≥Ί”–“ΜΕ®…νΕ»“‘ΚσΘ§‘Ό÷πΫΞΦ”¥σΙΠ¬ Θ§¥οΒΫ’ΐ≥ΘΒΡ»έΝΕΥΌ¬ ΓΘ
Θ®4Θ©÷Ί»έΙΐ≥Χ÷–Θ§”ΠΧΊ±πΉΔ“βΖά÷ΙΒγΉ” χ¥ρ‘ΎΫαΨßΤς±Ύ…œΕχΥπΜΒΫαΨßΤςΘ§“‘÷¬‘λ≥… ¬Ι ΓΘ÷Ί»έ ±Θ§”ΠΗυΨίΫπ τ»έ≥ΊΒΡ“ΚΟφΗΏΕ»ά¥≈–Εœ≥ιΕßΩΣ ΦΒΡ ±ΜζΘ§≤Δ«“ΜΙ”Π Φ÷’ΉΔ“β≥ιΕßΥΌΕ»”κΫπ τ»έΜ·ΥΌ¬ ÷°ΦδΒΡ≈δΚœΓΘ
ΒγΉ” χ÷Ί»έΖ® «‘ΎΗΏ’φΩ’ΚΆΗΏΈ¬ΒΡΧθΦΰœ¬ ΙΗ÷ΜρΚœΫπΜώΒΟΨΜΜ·ΨΪΝΕΒΡ“Μ÷÷»έΝΕΖΫΖ®ΓΘΥϋ”κΗ÷ΚΆΚœΫπΒΡΤδΥϊΧΊ÷÷»έΝΕΖΫΖ®œύ±»Θ§”–“‘œ¬ΧΊΒψΘΚ
(1) ΒγΉ” χ÷Ί»έ «‘ΎΚήΗΏΒΡ’φΩ’Ε»(Ω…¥οΓΪ0.00133Pa)œ¬Ϋχ––ΓΘΥϋ±»’φΩ’Η–”Π¬·ΓΔ’φΩ’ΒγΜΓ¬·ΒΡ’φΩ’Ε»“ΣΗΏΒΟΕύΓΘ“ρ¥ΥΕ‘”ΎΫπ τ÷–ΒΡΤχΧεΓΔΖ«Ϋπ τΦ–‘”“‘ΦΑΡ≥–©”–ΚΠ‘ΣΥΊΒΡ»Ξ≥ΐ“ΣΆξ»ΪΚΆ≥ΙΒΉΒΟΕύΘ§ΨΜΜ·ΨΪΝΕΖ¥”ΠΒΡΥΌ¬ “≤ΫœΤδΥϊ’φΩ’¬·ά¥ΒΟΗΏΓΘ
(2) ‘Ύ÷Ί»έΙΐ≥Χ÷–ΡήΕ‘»έΜ·¬·ΝœΒΡΙΠ¬ ΚΆΦ”»»»έ≥ΊΒΡΙΠ¬ Ζ÷±πΫχ––ΒςΫΎΘ§“ρΕχΒ±»έΜ·ΥΌ¬ ΗΡ±δ ±Θ§»‘Ω… Ι»έ≥Ί±Θ≥÷Υυ–η“ΣΒΡΈ¬Ε»
(3) ”…”Ύ…δΒΫ―τΦΪ…œΒΡΒγΉ” χ ΆΖ≈≥ωΚήΗΏΒΡΡήΝΩΘ§ ΙΫπ τ»έ≥ΊΡή¥οΒΫΚήΗΏΒΡΈ¬Ε»(»έ≥Ί±μΟφΈ¬Ε»Ω…¥ο
(4) ΒγΉ” χΒΡΩ…ΩΊ–‘ΚΟΘ§Υυ“‘Ω…Ά®ΙΐΩΊ÷ΤΒγΉ” χά¥ΩΊ÷Τ»έ≥ΊΒΡΦ”»»≤ΩΈΜΘ§¥”Εχ±Θ÷Λ»έ≥ΊΈ¬Ε»Ζ÷≤ΦΨυ‘»ΓΘ’βΫΪ”–¥ε”ΎΒΟΒΫ±μΟφ÷ ΝΩΚΆΫαΨßΉι÷·”≈ΝΦΒΡΫπ τΕßΓΘ
(5) ΒγΉ” χ¬·≤ΜΫωΡή»έΜ·ΝœΑτΘ§ΜΙΩ……ηΦΤ≥…Ρή»έΜ·ΩιΉ¥ΓΔ–ΦΉ¥ΜρΖέΡ©Ή¥ΒΡΫπ τΝœΓΘ
7.5 ΒγΉ” χ÷Ί»έΒΡ–ßΙϊ
ΒγΝΥ χ÷Ί»έ≤ΡΝœΨΏ”–ΚήΗΏΒΡΤΖ÷ Θ§Ω…“‘Α―ΒΆ»έΒψ“ΉΜ”ΖΔ‘ΣΥΊΚ§ΝΩΦθ…ΌΒΫΖ«≥ΘΒΆΓΘ÷ς“ΣΩ…“‘”Ο”Ύ“‘œ¬Ϋπ τΒΡ»έΝΕΚΆΧα¥ΩΘΚ…ζ≤ζΨΏ”–ΙβΜ§±μΟφΚΆΉψΙΜΥή–‘ΒΡάδΦ”ΙΛ”Ον―ΓΔΡχ÷ΐΕßΘΜ…ζ≤ζΉνΗΏ¥ΩΕ»ΒΡΈΌΓΔνβ÷ΐΕßΘΜ”κ’φΩ’ΒγΜΓ»έΝΕΒΡ«Πœύ±»Θ§÷Ί»έΒΡ«ΠΨΏ”–ΗϋΗΏΒΡ¥ΩΕ»Θ§Ω…“Σ”Ο”ΎΚΥ«±ΆßΖ¥”ΠΕ―ΒΡΩΊ÷Τ‘ΣΦΰΘΜΨΪΝΕΒΡΖΑΕßΩ…“Σ”Ο”Ύ÷Τ‘λΚΥ«±ΆßΖ¥”ΠΕ―ΝψΦΰΓΘ
ΒγΉ” χ»έΝΕΘ§Η÷ΒΡ÷ς“Σ”≈Βψ «Ϋπ τΚΆΖ«Ϋπ τ‘”÷ “‘ΦΑ‘”÷ ‘ΣΥΊΦΪ¥σΦθ…ΌΘ§≤…”ΟΝ§–χΝς»έΝΕΜράδ¥≤ΨΪΝΕΧΊ βΗ÷ΚΆ≥§ΡΆ»»ΚœΫπΘ§Ω…“‘¥σ¥σΦθ…Ό…ζ≤ζ≥…±ΨΓΘ
ΒγΉ” χ»έΝΕΒΡΉν¥σΧΊΒψ «Ω…“‘Ϋœ≥Λ ±Φδ±Θ≥÷ΗΏ’φΩ’ΓΔΗΏΈ¬ΚΆ“ΚΧ§Ϋπ τΘ§“ρ¥ΥΕ‘ΤχΧεΓΔ‘”÷ ‘ΣΥΊ“‘ΦΑΤδΒΆΦέ―θΜ·ΈοΒΡ»Ξ≥ΐ °Ζ÷”–άϊΓΘΆ®ΙΐΕ‘≤ΜΆ§≤ΡΝœΒΡ ‘―ιΘ§“≤÷ΛΟςΝΥΨ≠ΒγΉ” χ÷Ί»έΚσΥυΒΟ≤ΡΝœΒΡ¥ΩΕ»ΉνΗΏΘ§¥”ΕχΩ… ΙΫπ τΒΡ–‘Ρή¥σ¥σΗΡ…ΤΚΆΧαΗΏΓΘΒγΉ” χ÷Ί»έΖ®≤ΜΫωΕ‘ΚΆΚœΫπ”–ΚήΚΟΒΡ≥ΐΤχΡήΝΠΘ§Ε‘¥ΩΫπ τ“≤ «»γ¥ΥΓΘΕ‘”ΎΡ≥–©ΧΊ β”ΟΆΨΒΡΫπ τΘ§…θ÷ΝΩ…Ά®ΙΐΕύ¥Έ÷Ί»έΒΡΑλΖ®Θ§ ΙΫπ τ¥οΒΫΗϋΗΏΒΡ¥ΩΕ»ΓΘ
÷Ί»έΚσΫπ τ÷–ΒΡΤχΧεΚ§ΝΩ≥ΐ”κ÷Ί»έ¥Έ ΐ”–ΙΊΆβΘ§ΜΙ”κΟΩ¥Έ÷Ί»έΒΡ ±Φδ”–ΙΊΓΘ―”≥Λ÷Ί»έ ±ΦδΩ…œ‘÷χΒΊΫΒΒΆΫπ τ÷–―θΚΆΒΣΒΡΚ§ΝΩΓΘΒΪ «÷Ί»έ ±Φδ―”≥ΛΘ§Φ¥±μ Ψ»έΜ·ΥΌ¬ ΫΒΒΆΘ§’βΫΪΫΒΒΆ…ζ≤ζ¬ ΚΆ‘ωΦ”…ζ≤ζ≥…±ΨΘ§“ρ¥Υ”ΠΒ±ΉέΚœΩΦ¬«ΓΘ
ΒγΉ” χ÷Ί»έΖ®Ε‘»Ξ≥ΐΫπ τ÷–ΒΡΖ«Ϋπ τΦ–‘”“≤”–ΫœΈΣάμœκΒΡ–ßΙϊΓΘ
”…”ΎΒγΉ” χ÷Ί»έΖ®Ρή¥σΖυΕ»ΫΒΒΆΫπ τ÷–ΒΡΤχΧεΚΆΦ–‘”ΈοΚ§ΝΩΘ§Φ”÷°ΡΐΙΧΧθΦΰΗΡ…ΤΘ§ Ι÷Ί»έΫπ τΒΡ–‘ΡήΟςœ‘ΗΡ…ΤΓΘΨί±®ΒΦΘ§ΡΆ»»ΚœΫπΨ≠ΒγΉ” χ÷Ί»έΚσΘ§ΤδΫπ τ÷–ΒΡΒΣΓΔ«βΓΔ―θΒΡΚ§ΝΩΖ÷±πΫΒΒΆ60ΓΪ70ΘΞΓΔ40ΓΪ50ΘΞΓΔ70ΓΪ80ΘΞΘ§ΚœΫπ–‘Ρήœ‘÷χΗΡ…ΤΓΘΒ±ΒγΉ” χ÷Ί»έΚœΫπΫαΙΙΗ÷ ±Θ§»τ”κΤ’Ά®»έΝΕΖΫΖ®œύ±»ΫœΘ§Τδ≤ΡΝœΒΡ―”…λ¬ ΧαΗΏΝΥ35ΘΞΘ§ΕœΟφ ’Υθ¬ ΧαΗΏ65ΘΞΘ§ΗςœρΆ§–‘œΒ ΐ¥”0.6ΧαΗΏΒΫ0.9ΓΘ