5.1概述
真空电弧重熔是在无渣和低压环境下,利用金属电极与被熔化的金属熔池之间产生的直流电弧的高温作用将自耗电极逐层熔化并在电极的端部形成金属液滴,该液滴通过高温弧区进入金属熔池的过程中,被高温电弧迅速加热,使其得到净化和精炼,并在水冷结晶器中凝固。
真空电弧炉可以创造一种低氧势、高温的熔炼条件。所以早在上一个世纪就被用于熔炼铂、钽、钨等难熔的或易氧化的金属。随着机械工业的发展,真空自耗电弧重熔法成功地应用于钛及钛合金、精密合金、高温合金和难熔金属的生产,所以在20世纪40~50年代得到了迅速发展,容量日趋大型化。在特种熔炼中,真空电弧熔炼是重熔精炼的主要方法之一。真空电弧熔炼示意图如图5-1所示。
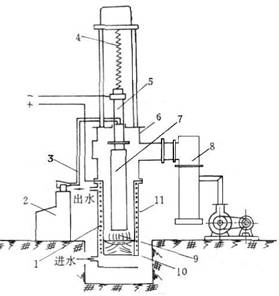
图5-1真空电弧炉
1-铜结晶器;2-操作台;3-光学观察系统;4-电极升降装置;5-电极杆;
6-炉体;7-电极;8-真空系统;9-电弧;10-锭子;11-电控线圈;
真空电孤炉分自耗和非自耗两大类。后者是指这种真空电弧炉所用的电极是一种耐高温的导体,常用的有钨或石墨等,被熔炼的金属放在结晶器中,依靠电弧的热量将这些金属熔化并得到精炼。在熔炼过程中,电极本身不消耗或消耗很少,所以称为非自耗。自耗电弧炉是将被熔炼的金属做成电极,在燃弧过程中,电极以一定速率熔化并得到精炼,所以这种类型的电弧炉称为自耗电弧炉。由于生产钢和合金的真空电孤炉绝大多数是自耗电弧炉,所以在以后的各节中,若无注明,均指自耗电弧炉。
5.2真空白耗电弧炉的结构简介及分类
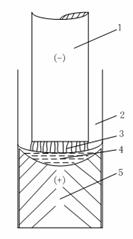
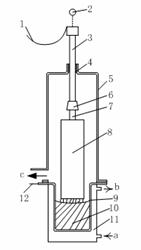
真空自耗电弧炉的型式有多种多样,但它们的基本结构是相同的。图5-1为真空自耗电弧炉。真空自耗电弧炉成套设备包括电炉本体、电源设备、真空系统,电控系统、观测系统、水冷系统等几个部分。真空电弧重熔原理图和自耗电极真空电弧炉结构示意图见图5-2和图5-3。
|
图5-2 真空电弧重熔原理图 1-金属自耗电极;2-气相区;3-弧柱区; 4-金属熔池;5-金属锭 |
图5-3 自耗电极真空电弧炉结构示意图 1-负极;2-电极供给机构;3-连杆;4-真空滑动密封套;5-炉体;6-夹头;7-短棒;8-自耗电极;9-铜坩埚;10-铸锭;11-水套;12-正极;a-冷却进水;b-冷却出水;c-去真空泵 |
炉的种类很多,可以按照电弧炉的不同特征进行分类。按炉体结构形式可分为固定式和旋转式两种。按铸锭的形式可分固定铸锭式和抽锭式两种按作业形式,可分为间歇式和连续式两类。
5.3钢和合金的重熔工艺
弧重熔过程可分为焊接电极、引弧、正常熔炼和封顶四个时期。
焊接是在真空或保护性气氛下进行。在自耗电极被焊接的一端铺上一层引弧剂(一般用同品种的车屑),然后下降电极杆,使过渡电极与自耗电极之间燃弧,当燃弧的两个端面被加热,并电弧稳定,有较多的液相形成时,迅速下降电极杆,使燃弧的两个端面紧密接触而焊合在一起。
引弧的作用就是让自耗电极与结晶器底部的引弧剂之间形成电弧,提高弧区温度和在结晶器底部形成一定大小的金属熔池,保持自耗电极与金属熔池之间形成稳定的电弧,使自耗电极的重熔转入正常的熔炼期。
正常熔炼期是重熔过程的主要时期,在这期间钢或合金被精炼和凝固成锭,即脱除金属中的气体及低熔点的金属杂质,去除非金属夹杂,降低偏析程度以及获得理想的结晶组织。
封顶的目的在于减小重熔锭头部缩孔,减轻头部“V”形收缩区的疏松程度,以及促进夹杂物的最后上浮和排除,减少切头量,提高成材率。
(1)自耗电极的直径 自耗电极的直径直接影响着重熔锭的质量。当直径较大时,电弧热能均匀地分布在整个熔池表面,所以熔池呈扁平状。这样,容易获得成分偏析小,铸态组织致密,柱状晶取向有利于改善热加工性能(柱状品的结品方向与锭的轴线问夹角小)的重熔锭。通常用下式来选择电极的直径:
d/D=0.65~0.85 (5-1)
式中:d―自耗电极的直径,mm;
D―结晶器的直径,mm;
对于钢或合金,目前d/D一般在0.7~0.8范围内选择。锭型较大时取上限,反之取下限。
另外,也可以根据下式凭经验来确定电极的直径:d=D-2δ (5-2)
式中:δ―电极与结晶器之间的距离,mm。
当电极为多面柱体时,则值表示电极的棱与结晶器内壁之间的距离。确定δ值时,必须保证大于正常熔炼时电弧的长度,以消除产生边弧的危险。在重熔有色或难熔的金属和合金时,特别是第一次真空重熔(放气量大)时,为了充分排除气体和安全操作, δ值应该比重熔钢时选择得更大一些。一般情况下,δ值在25~50mm范围内选取,大型锭取上限。
表5-1确定熔炼电流的经验公式
|
公 式 |
单位 |
适用范围 |
备注 |
|
|
i或I |
d或D |
|||
|
|
i A/cm2 |
d mm |
钢、合金钢铁基或镍基合金 |
i-电流密度 I-熔炼电流 d-自耗电极直径 D-结晶器直径 |
|
|
I A |
D mm |
钢、合金钢 D=145~150 d/D=0.7~0.8 |
|
|
|
I A |
d mm |
钢\铁基或镍基合金 d=10~300 d/D=0.65~0.85 |
|
(2) 真空度 真空度对重熔过程中的脱氧、去除气体、元素挥发、夹杂物的分解和去除,以及电弧的行为和安全操作均有着直接的影响,因此,真空度是一个十分重要的工艺参数。为提高精炼效果,要求提高熔炼室的真空度,但是为了稳定电弧,真空度就不宜太高,特别是应该避开会引起辉光放电的压力范围。熔炼室的压力宜保持在1.3Pa左右。
(3) 电流 熔炼电流决定着自耗电极的熔化速率和熔池温度。电流大,电弧温度就高,电极的熔化速率就大,重熔锭的表面质量好。但是,熔池温度也高,熔池的深度增加,重熔锭凝固时的结晶方向趋于水平,从而使重熔锭的疏松发展,成分偏折增加,各向异性加剧,热加工性能变差。熔炼电流小时,虽熔化速率低,但金属熔池形状浅平,结晶方向趋于轴向,从而保证了重熔锭致密、偏析小、树枝晶之间的夹杂有条件上浮排出,所以锭中夹杂细小弥散分布。选择熔炼电流还应考虑到电极直径、锭型的大小、所炼产品的物性(熔点、成分、黏度、导热性等)。表5-1给出选择熔炼电流的经验公式。
(4) 电压 在电流一定的条件下,电弧电压决定了电弧长度。电弧长度控制过短(例如小于
(5)熔化速率 单位时间内自耗电极被熔化且进入结晶器的金属液的千克数,常用单位是kg/min。熔化速率(V)可以用与自耗电极升降相联动的标尺在单位时间内下降的距离(S,mm/min)来确定。计算公式为:
V=K・S (5-3)
式中的K称为熔化速率系数,kg/mm,即白耗电极每下降lmm所熔化的自耗电极千克数。K值可由电极的下降和液面的上升之间的质量平衡而导出。
(6)漏气率 真空系统的漏气率E是指单位时间内炉体外的空气渗入真空室内的数量,单位是μmHg.L/s。漏气率对重熔金属的质量有较大的影响,特别是对难熔或含有活泼元素的合金影响更大。漏入真空系统内的气体,使真空室内氧、氮、水汽的分压提高,使重熔金属中氧化物和氮化物夹杂数量增加,从而使合金的持久强度和塑性下降。因此,真空电弧重熔要求设备漏气率控制在≤6.67Pa.L/s,在熔炼难熔金属及其合金时,要求E=0.400~0.667Pa.L/s。
(7) 冷却强度 结晶器的冷却强度影响重熔锭的凝固过程和铸态组织。在实际生产中冷却强度受到冷却水的流量、压力、进出水的温度,以及锭型、锭重、钢种、结晶器的结构、熔炼温度等因素的影响。由于影响因素较为复杂,在操作中常根据经验调
节冷却水的流量,使进、出水温度在要求的范围内,同时保持凝固速率与熔化速率相一致,金属熔池的形状保持稳定。
对结晶器出水温度的要求为:底结晶器进、出水温差小于
5.4 真空电弧重熔常见的冶金质量问题
常见的宏观缺陷主要是重熔锭的表面质量不良和裂纹。
(1)重熔锭表面质量不良 真空电弧重熔的特点是在低压环境中无渣操作,重熔后的金属液在水冷结晶器中较快地凝固,因此会造成重熔锭表面结疤、夹渣、重痕和翻皮等表面缺陷。
(2)裂纹 重熔锭在热加工过程中或者在成材以后,在坯或材上有时会存在裂纹。根据其成因,可将裂纹分为:表面裂纹、余缩孔导致的裂纹、晶间裂纹。
(1) 疏松 凝固时,由于体积收缩,树枝状晶之间得不到金属液的补充,而导致晶间的显微孔隙称为疏松。克服这种缺陷的办法是选择合理的起弧工艺制度,在此阶段短时间提高输入功率(熔炼电流要比正常时提高10~20%,以提高熔池温度,和使金属熔化速率大于凝固速率。
(2)偏析 选分结晶是造成偏析的根本原因。影响选分结晶的诸因素,如成分、锭型、锭的大小、熔化速率、熔池形状、凝固速率、磁场的大小等,均影响偏析的发展与否
5.5真空电弧重熔的特点
(1) 低压环境中进行熔炼,不仅杜绝了外界空气对合金的污染,还可以降低钢和合金中的气体含量和低熔点易挥发的有害杂质的含量,从而提高合金的纯洁度。
(2) 重熔过程中铝、钛等活泼元素烧损少,合金的化学成分控制较为稳定。
(3) 熔炼是在无渣、无耐火材料的环境下进行的,这样就避免了这两方面来源的外来夹杂对合金的玷污。
(4) 改善夹杂物类型和分布状态。
(5) 这种熔炼方法的凝固条件,可以保证得到偏析程度低,致密度高的优质重熔锭。
(6)电弧的高温允许重熔一些高熔点的金属和合金。
(7)合理的封顶工艺制度可使重熔锭头部的缩孔趋于最小,且最后的收缩区的结晶组织可以较接近于锭身,从而提高了成材率。
(8)真空电弧重熔过程中的气氛可以控制。
(9)与电渣重熔相比较,重熔锭表面质量较差,致密度较差,缩孔还不能完全消除。由于表面质量差,通常重熔锭要扒皮,这样使金属的收得率降低。
(10)去除硫和夹杂物不及电渣重熔有利。
(11)对于高温合金而言,真空电弧重熔锭的热加工性能较差。
(12)真空电弧重熔含有锰等易挥发元素的合金时,其成分控制较为困难。如重熔GCrl5时,钢中锰的挥发损失可达15~18%,且挥发的锰均凝结在结晶器的内壁,使重熔锭表面含锰量过高,热加工前必须经扒皮处理。
(13)设备复杂,维护费用高,致使合金的生产成本提高。
5.6 真空电弧炉生产的品种
(1)难熔活性金属及其合金如:W、Mo、Ta、Nb、Zr、Hf、Ti和U等。
(2)特殊合金:高温合金和精密合金。
(3)特殊不锈钢和耐热钢。
(4)重要的结构钢,特别是大型铸造用锭。
(5)高级滚珠轴承钢。
(6)大断面高速钢、工具钢。
(7)高纯度有色金属及其合金。